简体中文
English
首页
关于我们
公司简介
组织架构
合作客户
公司新闻
行业新闻
产品中心
非标产线
智能底盘解决方案
标准化产品
测试事业部
解决方案应用案例
汽车电子行业
半导体行业
新能源电机及电控
医疗行业
服务与支持
资料下载
常见问题
售前售后
研发与代工
涂胶灌胶等样品开发
电池包发泡密封代工
XPin及扁线电机打样代工
车载仪表样品开发试制
新工艺技术开发研制
联系我们
联系我们
在线留言
首页
关于我们
公司简介
组织架构
合作客户
公司新闻
行业新闻
产品中心
非标产线
智能底盘解决方案
标准化产品
测试事业部
解决方案应用案例
汽车电子行业
半导体行业
新能源电机及电控
医疗行业
服务与支持
资料下载
常见问题
售前售后
研发与代工
涂胶灌胶等样品开发
电池包发泡密封代工
XPin及扁线电机打样代工
车载仪表样品开发试制
新工艺技术开发研制
联系我们
联系我们
在线留言
Language
简体中文
English
标准化产品
非标产线
智能底盘解决方案
标准化产品
测试事业部
首页
产品中心
标准化产品
首页
产品中心
标准化产品
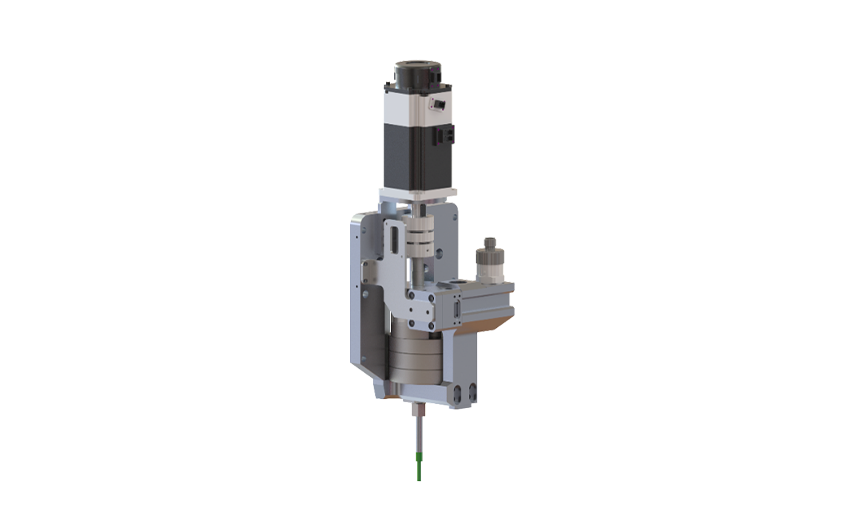
齿轮计量泵
齿轮计量阀是高速连续可变胶量点胶的首选设备。齿轮计量阀具有连续出胶和出胶速度稳定一致的优点。齿轮计量阀也提供旋转针头,以处理复杂2D/3D 轮廓。另外为保证完美的性能及卓越的结果,齿轮计量阀配有精密位置反馈的伺服电机、润滑剂观察窗、及压力监控和压力释放装置。
Product data
Dos GP06
Dos GP12
Dos GP24
Dispensing speed max.
ml/s
0.6
1.2
2.4
Dosing volume
ml/rev
0.6
1.2
2.4
Dispensing Volume min.
ml
0.06
0.12
0.24
Dispensing accuracy
%
<2
Outlets
1
Dimensions (W x H x D)
mm
167 x 400 x 129
Weight
kg
8.5
关于我们
公司简介
组织架构
合作客户
公司新闻
行业新闻
产品中心
非标产线
智能底盘解决方案
标准化产品
测试事业部
解决方案应用案例
汽车电子行业
半导体行业
新能源电机及电控
医疗行业
服务与支持
资料下载
常见问题
售前售后
研发与代工
涂胶灌胶等样品开发
电池包发泡密封代工
XPin及扁线电机打样代工
车载仪表样品开发试制
新工艺技术开发研制
联系我们
联系我们
在线留言
微信
电话
+ 86-512-65790100
咨询
点我去留言
TOP